

catalog
- Home
- Catalog
- A.N.D. 10050 & MS 33649 Port Contour Cutters, 49R
- A.N.D. 10050 & MS 33649 Port Contour Cutters, H49P
- A.N.D. 10050 & MS 33649 Port Contour Cutters, H49R
- A.N.D. 10050 & MS 33649 Port Contour Cutters, 49P
- A.N.D. 10050 & MS 33649 Port Contour Cutters, 49R
- S.A.E. Straight Thread Tube Fitting (MS 16142) Port Contour Cutters, H42P
- S.A.E. Straight Thread Tube Fitting (MS 16142) Port Contour Cutters, H42R
- S.A.E. Straight Thread Tube Fitting (MS 16142) Port Contour Cutters, 42P
- S.A.E. Straight Thread Tube Fitting (MS 16142) Port Contour Cutters, 42R
- Rivet Set Shanks Standard AN Rivets
- Straight Rivet Sets Cupped .401 Shank
- Straight Flush Sets .401 Shank
- Straight Flush Sets .498 Shank
- Straight Bell Cupped Sets .498 Shank
- Offset Flush Sets .498 Shank
- Flush Rivet Sets .401 thru .498 Shank
- Mushroom Flush Sets
- Stubby Flush Sets
- Short Shank Rivet Sets Straight Flush
- Short Shank Rivet Sets Offset Cupped
- Cupped Squeezer Sets
- Cupped Sets for Semitubular Rivets
- Cupped Sets .312, .375 Shank
- Flush Squeezer Sets
- Flush Squeezer Sets .312, .375 Shank
- Squeezer Set Retainer Springs
- Strap Duplicator: Spring Type
- Strap Duplicator: Bushing Type
- Strap Duplicator: Bushing Type Inverted
- Speed Driver
- Aircraft Extension Drills
- Set Screw Drill Adapters
- Duplicating Punches
- Hand Rivet Squeezer
- Retainer Springs
- Rivet Guns
- Sheet Fasteners Clecos
- Sheet Fastener Pliers
- Offset Flush Sets .401 Shank
- Straight Rivet Sets Cupped .498 Shank
- Offset Rivet Sets Cupped .498 Shank
- Offset Bell Cupped Sets .498 Shank
- Double Offset Rivet Sets
- Offset Rivet Sets Cupped .498 Shank
- Dimpling Tools Punch
- Dimpling Tools Die
- Cobalt Removable Pilot
A.N.D. 10050 & MS 33649 Port Contour Cutters, 49R
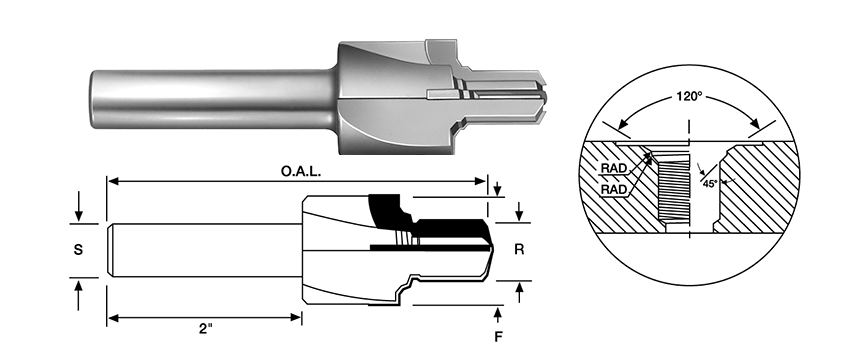
49R SERIES carbide port tools profile the A.N.D. 10050 or MS 33649 contour. While the tools are form relieved to provide cutting of the complete form and ream diameter on all four flutes, the shorter body permits rugged construction with greater economy. These tools have one piece carbide tips and all grinding is done between centers to insure concentricity. Modifications of standard tools are readily available. Special cutters, manufactured to customer’s specifications, are given prompt attention.
|
TOOL #
|
TUBING O.D.
|
THREAD SIZE
|
“R” REAMER DIAMETER
|
“F”
SPOTFACE DIAMETER |
“S” SHANK DIAMETER
|
“O.A.L.” OVERALL LENGTH
|
NUMBER OF FLUTES
|
|
|
A.N.D. 10050
|
M.S. 33649
|
|||||||
|
49R-2
|
1/8
|
5/16-24
|
.271
|
.275
|
.742
|
.500
|
3-19/32
|
3
|
|
49R-3
|
3/16
|
3/8-24
|
.333
|
.339
|
.805
|
.500
|
3-19/32
|
3
|
|
49R-4
|
1/4
|
7/16-20
|
.386
|
.393
|
.888
|
.500
|
3-21/32
|
4
|
|
49R-5
|
5/16
|
1/2-20
|
.449
|
.455
|
.950
|
.500
|
3-21/32
|
4
|
|
49R-6
|
3/8
|
9/16-18
|
.506
|
.512
|
1.012
|
.500
|
3-11/16
|
4
|
|
49R-7*
|
7/16
|
5/8-18
|
–
|
.575
|
1.105
|
.500
|
3-15/16
|
4
|
|
49R-8
|
1/2
|
3/4-16
|
.687
|
.693
|
1.240
|
.500
|
3-15/16
|
4
|
|
49R-9*
|
9/16
|
13/16-16
|
–
|
.756
|
1.302
|
.750
|
4-7/32
|
4
|
|
49R-10
|
5/8
|
7/8-14
|
.802
|
.810
|
1.415
|
.750
|
4-7/32
|
4
|
|
49R-11*
|
11/16
|
1-12
|
–
|
.925
|
1.602
|
.750
|
4-1/2
|
4
|
|
49R-12
|
3/4
|
1-1/16-12
|
.976
|
.987
|
1.665
|
.750
|
4-1/2
|
4
|
|
49R-14*
|
7/8
|
1-3/16-12
|
–
|
1.112
|
1.790
|
.750
|
4-1/2
|
4
|
|
49R-16
|
1
|
1-5/16-12
|
1.226
|
1.237
|
1.965
|
.750
|
4-1/2
|
4
|
|
49R-18*
|
1-1/8
|
1-1/2-12
|
–
|
1.425
|
2.090
|
.750
|
4-9/16
|
4
|
|
49R-20*
|
1-1/4
|
1-5/8-12
|
1.538
|
1.550
|
2.310
|
.750
|
4-9/16
|
4
|
|
49R-24*
|
1-1/2
|
1-7/8-12
|
1.788
|
1.800
|
2.600
|
.750
|
4-11/16
|
4
|
|
49R-28*
|
1-3/4
|
2-1/4-12
|
2.163
|
2.175
|
3.050
|
1.000
|
5
|
4
|
|
49R-32*
|
2
|
2-1/2-12
|
2.414
|
2.425
|
3.520
|
1.000
|
5-1/8
|
4
|
* Subject to quote
Explanation of pilot sizes for all Craig Port Contour cutters. On reamer pilot tools, the reamer diameter approximately the mean diameter. This hole, in order to meet applicable Mil. Spec. should be sized according to the mean of the min-max tolerance on the minor diameter of the specifications. The common practice of using a standard drill without reaming and/or referring to tap drill charts, cannot be followed since, in most cases, there are no standard drills which produce hole sizes that will meet the Mil. Spec. tolerance on minor diameters.